









Навесной передатчик температуры
Когда слышишь ?навесной передатчик температуры?, многие представляют себе простой коробок на трубе. Но на практике — это целый узел решений, где мелочи вроде способа крепления или длины кабеля выходят на первый план. Частая ошибка — считать его универсальной запчастью, которую можно ставить где угодно. На деле же, если не учесть среду и задачу, показания будут ?плавать?, а то и устройство выйдет из строя раньше времени.
Что скрывается за термином
По сути, это прибор, который монтируется на поверхность объекта — трубу, резервуар, кожух — без врезки. Кажется, всё просто: закрепил термопару или термосопротивление, подключил к передатчику, а он уже выдаёт стандартный сигнал, скажем, 4-20 мА. Но здесь начинаются нюансы. Сам навесной передатчик температуры — это лишь часть системы. Критически важен первичный датчик и, что часто упускают, качество теплового контакта с поверхностью.
Вспоминается проект на химическом заводе, где нужно было контролировать температуру внешней стенки реактора. Поставили стандартный комплект с термопарой типа K. Показания были нестабильные. Оказалось, что поверхность была покрыта слоем теплоизоляционной краски, о которой не упомянули в ТЗ. Термопара, даже с теплопроводной пастой, ?видела? не металл, а этот слой. Пришлось подбирать датчик с иной конструкцией чувствительного элемента и другим способом монтажа.
Отсюда вывод: ключевое — не сам передатчик, а понимание того, температуру *чего именно* и *в каких условиях* мы измеряем. Будь то контроль за перегревом подшипника или температурой продукта в трубопроводе — подходы разные. Иногда нужен датчик с быстрым откликом, иногда, наоборот, с некоторой инерционностью для сглаживания скачков.
Практические ловушки монтажа
Казалось бы, монтаж — дело техники. Но именно здесь кроется 80% проблем с точностью. Стандартный хомут — не панацея. Для труб малого диаметра или вибрирующих поверхностей он может обеспечить недостаточный прижим. Мы в таких случаях часто используем монтажные пластины или специальные кронштейны, которые увеличивают площадь контакта.
Ещё один момент — кабельные вводы. Если работа идёт во влажной или взрывоопасной зоне (например, на нефтеперерасках), то обычный сальник не подойдёт. Нужен сертифицированный взрывозащищённый ввод, а сам навесной передатчик температуры должен иметь соответствующее исполнение, скажем, Ex d или Ex ia. Помню случай, когда на хлебозаводе в зоне мойки оборудование начало ?глючить? из-за конденсата, набившегося в негерметичный разъём. Мелочь, а простой.
И, конечно, калибровка на месте. Заводской паспорт — это хорошо, но после монтажа, особенно если датчик гнули или наращивали кабель, показания нужно сверить с эталонным термометром. Хотя бы в одной точке. Часто пренебрегают, а потом удивляются расхождениям в 2-3 градуса, которые для техпроцесса могут быть критичными.
Выбор партнёра и компонентов
Рынок завален предложениями, от дешёвых китайских сборок до премиальных европейских брендов. Гнаться за самой низкой ценой — себе дороже. Дешёвый корпус может не выдержать вибрации, электроника — дрейфовать от перепадов температуры цеха. С другой стороны, не всегда нужен ?космический? класс точности в 0.1°C. Иногда достаточно 0.5°C, но с гарантированной стабильностью годами.
Здесь стоит обратить внимание на компании, которые не просто продают железо, а предлагают инжиниринговый подход. Например, Корпорация Микрокибер (https://www.microcybers.ru). Они, как я знаю, специализируются на решениях для промышленной автоматизации. Их ценность в том, что они могут подобрать не просто навесной передатчик температуры, а весь комплект: от датчика с подходящим диапазоном и точкой монтажа до преобразователя протокола для интеграции в существующую SCADA-систему. Это важно, когда нужно не просто получить сигнал, а вписать его в общую архитектуру управления.
Их подход, как мне кажется, близок к практике: они используют проверенные технологии, но фокус — на применимости на месте. То есть, они могут предложить решение для сложной среды, где есть агрессивные пары или сильные электромагнитные помехи. Это не просто каталог товаров, а именно решения, что в нашей работе решает массу головных болей на этапе пусконаладки.
Интеграция в систему: больше, чем сигнал
Современный цех — это редко одно стоящее отдельно устройство. Чаще всего сигнал от навесного передатчика температуры идёт в ПЛК или систему удалённого мониторинга. И здесь возникает классическая проблема: протоколы. Старый добрый аналоговый 4-20 мА — надёжен, но для распределённых систем кабельная инфраструктура выходит дорогой.
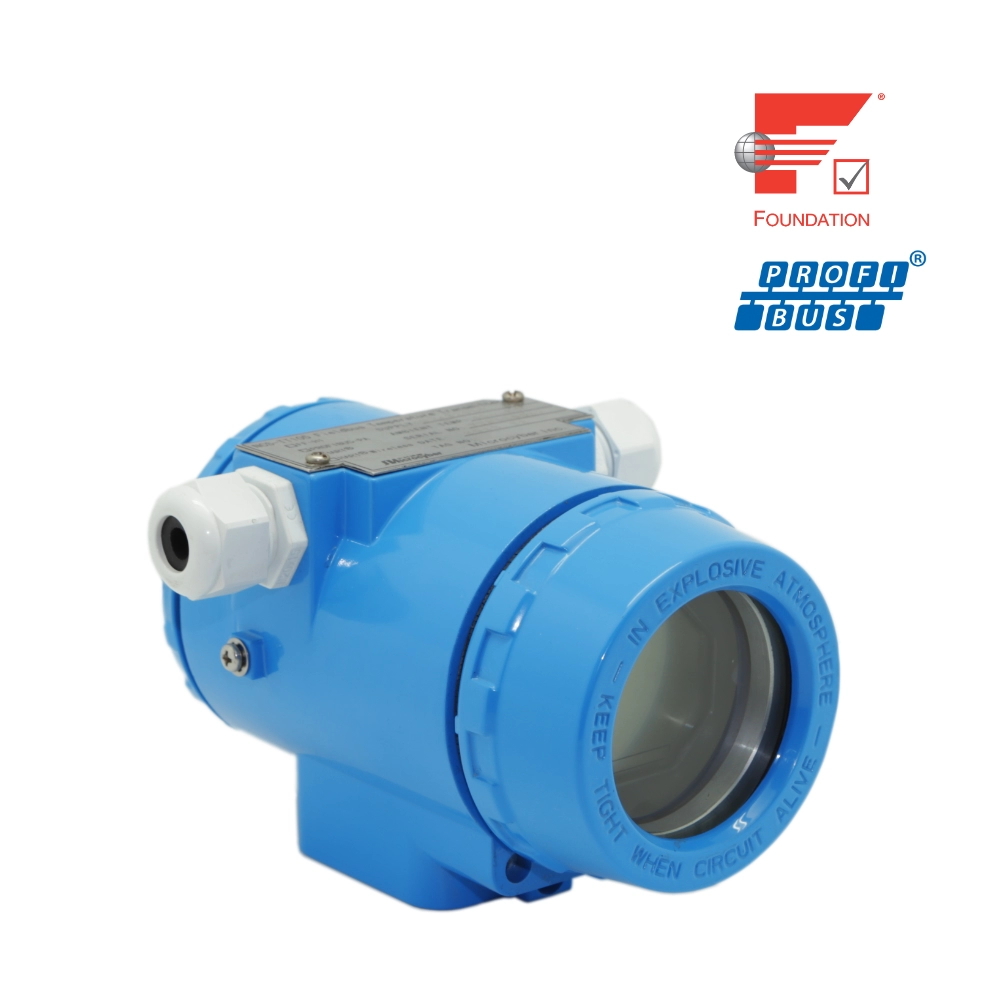
Поэтому всё чаще смотрят в сторону полевых шин: HART, Profibus PA, Foundation Fieldbus. Или даже беспроводных решений. Вот тут и пригодятся те самые преобразователи протоколов, которые упоминает в своём описании Корпорация Микрокибер. Прелесть в том, что можно оставить проверенный временем датчик и первичный преобразователь, а сигнал уже конвертировать в нужный цифровой формат. Это удешевляет модернизацию.
Но и здесь есть подводные камни. Например, задержка передачи по цифровому протоколу в контурах быстрого регулирования. Или вопросы питания таких интеллектуальных датчиков по той же двухпроводной линии. Приходится рассчитывать нагрузку на сегмент шины. Один раз чуть не сорвали график, потому что не учли, что часть датчиков с HART-протоколом потребовала больше минимального тока для своей цифровой части.
Извлечённые уроки и неочевидные советы
Итак, что остаётся за рамками паспортов? Во-первых, резервирование. Для критически важных точек температуры (например, на выходе из печи) иногда ставим два датчика с независимым монтажом, подключённые к разным каналам. Это страховка от внезапного отказа.
Во-вторых, документирование. Кажется скучным, но схема монтажа с точными координатами установки, типом использованной теплопроводной пасты, длиной и маркой кабеля — это золото при поиске неисправности или плановой поверке через год-два.
И в-третьих, не бояться комбинированных решений. Иногда эффективнее выглядит не классический навесной передатчик температуры, а, например, пирометр (бесконтактный датчик) для контроля поверхности движущейся ленты, а уже для точного контроля в ключевых точках — контактный датчик. Задача инженера — найти оптимальный баланс между точностью, надёжностью и стоимостью владения.
В конечном счёте, успех применения таких устройств определяется не их техническими характеристиками в вакууме, а тем, насколько глубоко мы понимаем технологический процесс, который ими контролируем. Хороший поставщик, вроде упомянутой Корпорации Микрокибер, выступает здесь не как склад, а как партнёр, способный закрыть именно эту, прикладную часть вопроса — от выбора модели до её ввода в эксплуатацию в конкретных условиях заказчика. А это в нашей работе дорогого стоит.
Соответствующая продукция
Соответствующая продукция

Самые продаваемые продукты
Самые продаваемые продукты-
 NCS-TT106-R1 Интеллектуальный датчик температуры
NCS-TT106-R1 Интеллектуальный датчик температуры -
 G0307 Шлюз Modbus к PA
G0307 Шлюз Modbus к PA -
 G0310 Шлюз Modbus к HART
G0310 Шлюз Modbus к HART -
 MCAT06 Активный оконечный резистор PROFIBUS DP
MCAT06 Активный оконечный резистор PROFIBUS DP -
 NCS-TT106H-R Интеллектуальный датчик температуры
NCS-TT106H-R Интеллектуальный датчик температуры -
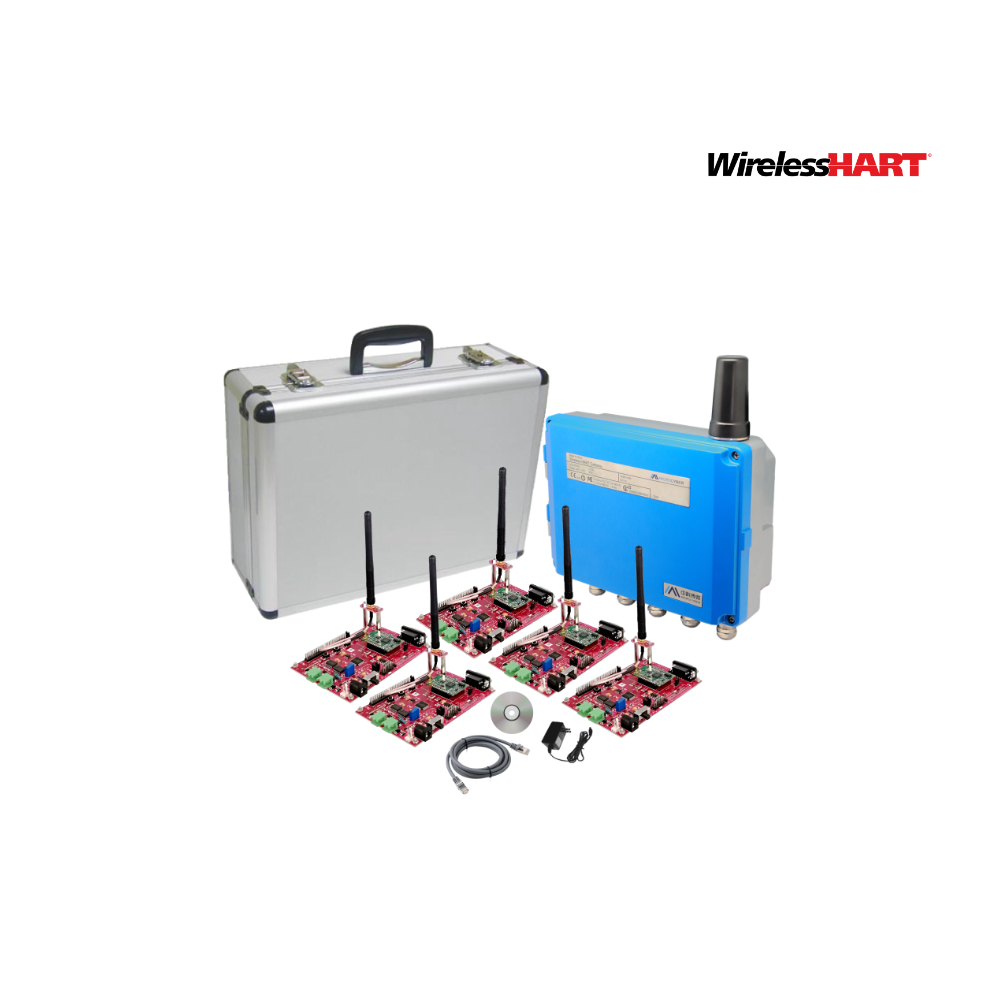
 Адаптер A1110 WirelessHART
Адаптер A1110 WirelessHART -
 G1100 Беспроводной интеллектуальный шлюз WirelessHART
G1100 Беспроводной интеллектуальный шлюз WirelessHART -
 NCS-FI105 Трансмиттер токового выхода для полевой шины
NCS-FI105 Трансмиттер токового выхода для полевой шины -
 M0307 Модуль Modbus to PA
M0307 Модуль Modbus to PA -
 NCS-TT108 Интеллектуальный датчик температуры
NCS-TT108 Интеллектуальный датчик температуры -
 NCS-TT105 Датчик температуры
NCS-TT105 Датчик температуры -
 M0306 Модуль Modbus to DP
M0306 Модуль Modbus to DP
Связанный поиск
Связанный поиск- Трансмиттер давления
- интеллектуальный интегрированный преобразователь температуры
- Модбас поверх HART
- измерительный преобразователь температуры
- датчик температуры на DIN-рейке
- Модбас ту Филдбас
- преобразователь температуры на голову
- преобразователь температуры для панельного монтажа
- Коммуникационная карта FF
- Интегрированный преобразователь температуры